



NS336固溶强化型镍基合金
一、NS336概述NS336是以钼、铌为主要强化元素的固溶强化型镍基变形高温合金,具有优良的耐腐蚀和搞氧化性能,从低温到980℃均具有良好的拉伸性能和疲劳性能,并且耐盐雾气氛下的应力腐蚀。因此,可广泛用于制造航空发动机零部件、宇航结构部件和化工设备。合金的加工和焊接性能良好,可供应各种板材、棒材、管材、丝材、带材和锻件。
1.1 NS336材料牌号 NS336。
1.2 NS336相近牌号 GH3625(GH625)(中国),UNS NO6625(美国)、NC22DNb(法国)、 W.Nr.2.4856(德国)。
1.3 NS336材料的技术标准
GJB 3317-1998《航空用高温合金热轧板规范》
Z9-0104-1990《GH625合金板材技术条件》
Z9-0105-1990《GH625合金棒材技术条件》
Q/3B 4077-1992《GH625合金棒材》
Q/3B 4078-1992《GH625合金板材》
Q/3B 4080-1992《GH625合金管材》
1.4 NS336化学成分 见表1-1。
表1-1%
| C | Cr | Ni | Co | Mo | Al | Ti |
| 不大于 | ||||||
| ≤0.10 | 20.0~23.0 | 余 | ≤1.00 | 8.0~10.0 | 0.40 | 0.40 |
| Nb | Fe | Mn | Si | P | S | Cu |
| 不大于 | ||||||
| 3.15~4.15 | 5.00 | 0.50 | 0.50 | 0.015 | 0.015 | 0.07 |
1.6 NS336品种规格与供应状态 可供应d25~80mm的棒材和δ0.8~10.5mm的板材,也可供应d6~40mm的无缝(焊)管。棒材不经热处理但以车光或磨光状态交货;板材经固溶、精整后供应;管材经固溶、酸洗(或光亮退火)后供货。
1.7 NS336熔炼与铸造工艺 合金采用真空感应炉熔炼加电渣重熔或真空感应炉加真空电弧重熔工艺生产。
1.8 NS336应用概况与特殊要求 该合金用于制造发动机机匣、导向叶片、安装边和筒体、燃油总管等零部件,已通过实际应用考核,最高使用温度为950℃;合金在550~700℃长期使用后有一定的时效硬化现象,导致合金塑性有一些下降。
二、NS336物理及化学性能
2.1 NS336热性能
2.1.1 NS336熔化温度范围 1290~1350℃。
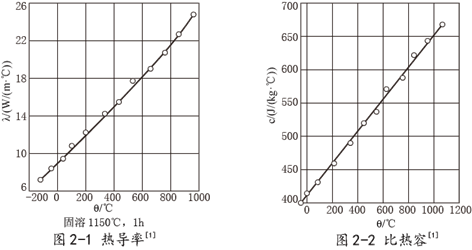
2.1.2 NS336热导率 见图2-1。
2.1.3 NS336比热容 见图2-2。
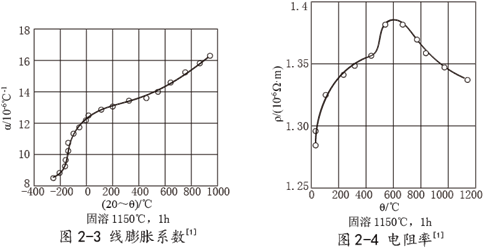
2.1.4 NS336线膨胀系数 见图2-3。
2.2 NS336密度 ρ=8.44g/cm3。
2.3 NS336电性能 合金电阻率见图2-4。
2.4 NS336磁性能 合金无磁性。
2.5 NS336化学性能
2.5.1 NS336抗氧化性能 合金具有优良的抗高温氧化性能,高温下在空气介质中循环氧化后合金的重量变化见表2-1。
表2-1
| 循环氧化时间/h | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | |
| 重量变化/% | 980℃ | +0.086 | +0.065 | +0.065 | +0.048 | +0.021 | - | +0.030 | -0.081 |
| 1095℃ | -0.182 | -1.086 | -3.335 | -5.399 | -6.566 | -10.066 | - | - | |
2.5.2 NS336抗腐蚀性能 合金具有良好的耐海水腐蚀性能,见表2-2。合金还耐各种盐类溶液的腐蚀。此外,还有良好的耐硝酸及磷酸腐蚀的能力,对加热至沸点以下的盐酸和低浓度的硫酸腐蚀也有相当的抗力。
表2-2
| 试验天数 | 试样类型 | 重量损失/g | 局部腐蚀程度 | 试验天数 | 试样类型 | 重量损失/g | 局部腐蚀程度 |
| 在静止海水中 | 在流动海水中(0.61m/s) | ||||||
| 180 |
光滑的 带缝隙的 |
0.05 0.05 |
无 无 |
180 |
光滑的 带缝隙的 |
0.04 0.05 |
无 无 |
| 365 |
光滑的 带缝隙的 |
0.02 0.04 |
无 无 |
365 |
光滑的 带缝隙的 |
0.01 0.02 |
无 无 |
三、NS336力学性能
3.1 NS336技术标准规定的性能 见表3-1。
表3-1
| 品种 | 拉伸性能 | 持久性能 | 硬度 | ||||||
| θ/℃ | σb/MPa | σP0.2/MPa | δ5/% | θ/℃ | σ/MPa | t/h | δ5/% | ||
| 不小于 | 不小于 | ||||||||
| 棒材① | 20 | 830 | 410 | 30 | 815 | 114 | 23 | 15 | HB≤290 |
| 板材② | 20 | 830 | 410 | 30 | 815 | 114 | 23 | 15 | HV≤305 |
| 棒材 | 20 | 830 | 410 | 30 | Q/3B 4078-1992 | - | |||
| 板材 | 20 | 825 | 415 | 30 | Q/3B 4077-1992 | - | |||
| 管材 | 20 | 825 | 415 | 35 | Q/3B 4080-1992 | HRC≤25 | |||
四、NS336组织结构
4.1 NS336相变温度
4.2 NS336时间-温度-组织转变曲线
4.3 NS336合金组织结构 合金在固溶状态的组织为奥氏体基体和少量的TiN、NbC、和M6C相,经650~900℃长期时效后,所析出的相为γ"、δ、M23C6和M6C。在650~700℃长期时效后主要析出γ",使合金室温、高温强度明显提高,塑性有所下降,但仍保持较高水平;780~850℃时效后主要析出δ相,虽然强度有所提高,但合金塑性下降较多。900℃时效后只有少量的析出相,因此力学性能与固溶状态相近。δ相为正交结构片状Ni3Nb,并以针状魏氏体组织存在。
五、NS336工艺性能与要求
5.1 NS336成形性能 合金的冷热成形性能良好。钢锭锻造加热温度为1120℃,开锻温度不低于1030℃,停锻温度不低于930℃;模锻时,最终变形量应不小于15%~20%。轧制加热温度为1120~1160℃,开轧温度不低于1050℃,停轧温度不低于930℃,薄板冷轧半成品变形量为25%~30%,成品变形量不小于30%。中间及成品淬火温度为1100℃±10℃[1,8]。
5.2 NS336焊接性能 合金焊接性能良好,可在保护气氛下用钨极或本合金作添料进行氩弧焊接,也可用钎焊连接及电阻缝焊。
5.3 NS336零件热处理工艺 消除应力:900℃;退火:930~1040℃,1h;固溶处理:1090~1200℃,空冷或水冷。当合金在不高于650℃工作时,可根据要求采用热轧、冷轧或退火状态的材料。当工作温度在650℃以上时,对要求具有较好的疲劳性能和抗拉强度的零部件可采用退火工艺,对要求具有较好蠕变和持久性能的零件可采用固溶处理。
5.4 NS336表面处理工艺 除去合金表面氧化皮时先碱洗,再在硝酸-氢氟酸-水溶液中酸洗。
5.5 NS336切削加工与磨削性能 应采用硬质合金或高速钢刀具。所用切削工具应具有正前角。高速切削加工时推荐用水基冷却液,低速切削加工时推荐用较粘稠的冷却液。

